Resource Library
Request a Quote
Ceramic Injection Molding (CIM)
A simple concept, a complex process
Ceramic Injection Molding (CIM) was first applied to manufacture the bodies of spark plugs in the 1920s. However, technology advancement for CIM was slow. It took 60 years before ceramic heat engine components were successfully shaped using the CIM technique in Japan and Europe.
Today, the CIM technique has been regarded as a preferred net-shape manufacturing method for making many precision medical and electrical ceramic components.
Technology
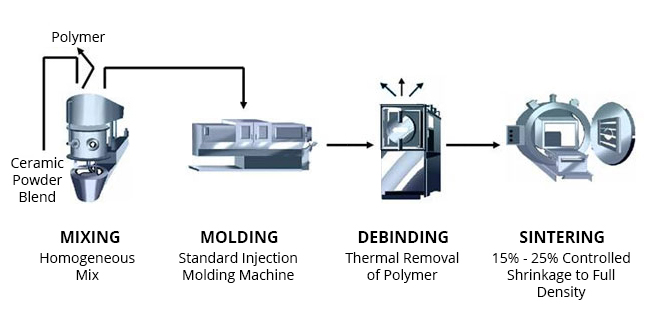
The Ceramic Injection Molding (CIM) process route is identical to Metal Injection Molding (MIM). It involves mixing the selected ceramic powder with binders to form the feedstock, which is then molded in a die cavity to form the required component shape. These shapes undergo a debinding process where binders are removed by using either thermal evaporation or solvent washing. The parts are then consolidated in a sintering furnace at temperatures up to 1800 ˚C, under either oxidizing or reducing atmospheres.
Process Overview
Advantages
Ceramic Injection Molding (CIM) technology is most advantageous when conventional machining methods are too expensive or incapable to perform. It is ideal for parts that have a complex shape and where high volumes and consistent quality are crucial. Using sub-micron ceramic powder, CIM-produced products have a high surface finish and very fine grain structures – close to theoretical densities.
Applications
The applications of Ceramic Injection Molding process are virtually boundless. As ceramic possesses high flexural strength, hardness and chemical inertness, it yields products that are highly corrosion resistant, wear resistant and have a long lifespan. Ceramic products are used in electronic assembly, tools, optical, dental, telecommunications, instrumentation, chemical plants and textile industries.
Materials
With the increase in market demand and customer needs, the range of material that is available grows steadily in numbers. Among them are high purity oxides and carbides, such as Alumina and Zirconia, and WC and SiC as well as toughened Alumina and toughened Zirconia.
| Materials | Grades | Density (g/cm3) | Hardness (Hv10) |
|---|---|---|---|
| Ceramics | Zirconia | 6.05 | 1200 (Hv30) |
| Alumina | 3.95 | 2000 (Hv30) | |
| Toughened Alumina | 4.15 | 1951 (Hv30) | |
| 98% Alumina | 3.85 | 1800 (Hv30) |